Hãy xem hệ thống hành chính xã, huyện, tỉnh, chính phủ, toà án....ban hành các văn bản, quy trình, hướng dẫn (làm chứng minh, làm giấy khai sinh, đăng ký kết hôn, cấp sổ đỏ....) thì thấy đều có sẵn quy trình hướng dẫn nhằm cải tiến nó.
TÊN TÀI LIỆU
1. Chính sách chất lượng - Link
2. Mục tiêu chất lượng - Link
3. Sổ tay chất lượng - Link
4. Kế hoạch chất lượng (Hoạch định sản phẩm) - Link
5. Sơ đồ tổ chức - Link
6. Trách nhiệm, quyền hạn cho từng chức danh THỦ TỤC, QUY TRÌNH ISO 9001: 2015
1. Quy trình kiểm soát tài liệu,dữ liệu - Link
2. Quy trình kiểm soát hồ sơ - Link
3. Quy trình tuyển dụng - Link
4. Quy trình đào tạo - Link
5. Quy trình xem xét hợp đồng - Link
6. Quy trình mua hàng (nguyên vật liệu) - Link
7. Quy trình kiểm soát sản xuất - Link
8. Quy trình kiểm soát cung cấp dịch vụ - Link
9. Quy trình kiểm soát phương tiện theo dõi, kiểm tra và đo lường - Link
10. Quy trình xử lý kiếu nại, khách hàng - Link
11. Quy trình đánh giá nội bộ - Link
12. Quy trình kiểm tra bán thành phẩm, thành phẩm - Link
13. Quy trình kiểm soát sản phẩm không phù hợp - Link
14. Quy trình thống kê (phân tích dữ liệu) - Link
15. Quy trình hành dộng khắc phục và phòng ngừa - Link
16. Quy trình nhận diện rủi ro và cơ hội - Link
17. Quy trình quản lý sự thay đổi - Link
18. Quy trình quản trị tri thức của tổ chức - Link
19. Quy trình kiểm soát các hoạt động sau giao hàng (bảo trì, bảo hành, sửa chữa) - Link
20. Quy trình nhận biết và xác định nguồn gốc - Link
21. Quy trình cải tiến - Link
22. Quy trình phân việc, giao việc, giám sát công việc
23. Quy trình tổ chức cuộc họp định kỳ, khẩn cấp
24. Quy trình triển khai dự án CÁC HƯỚNG DẪN CÔNG VIỆC ISO 9001: 2015
1. Hướng dẫn sử dụng máy móc thiết bị - Link
2. Hướng dẫn bảo trì máy móc thiết bị - Link
3. Hướng dẫn kiểm tra nguyên liệu đầu vào - Link
4. Hướng dẫn xuất, nhập kho - Link HỆ THỐNG BIỂU MẪU/ PHIẾU ISO 9001: 2015
Phải có các biểu mẫu, các phiếu để thu thập thông tin như đăng ký khai sinh có mẫu khai sinh, làm sổ đỏ có tờ khai....
1, Kiểm soát tài liệu và hồ sơ - Link
2. Trách nhiệm lãnh đạo - Link
3. Quản lý nguồn lực - Link
4. Xác định yêu cầu sản phẩm - Link
5. Mua hàng - Link
6. Sản xuất và cung cấp dịch vụ - Link
7. Sự thoả mãn khách hàng - Link
8. Đánh giá nội bộ - Link
9. Kiểm soát thiết bị đo - Link
10 Phân tích dữ liệu - Link
11. Sản phẩm không phù hợp - Link
12. Hành động khắc phục, phòng ngừa - Link
Chúng ta đi tắt và đi trước luôn chứ không đi tắt đón đầu Chỉ có làm việc với nó bạn mới lĩnh hội được trực tiếp nó
Portal guide kaizen of all fsg, theo ISO 9001:2015 để thực hiện kaizen thì các tiến trình làm việc tiếp cận công việc phải có quy trình, dựa vào quy trình đó nghĩ cách rút gọn, tăng năng suất, tăng hiệu quả, chống lãng phí,
Các bước thực hiện Kaizen
- Gặp điều gì đã chắc chắn tốt thì áp dụng và làm việc với nó luôn không để bị chậm chân, tụt hậu
- Tiếp tục thực hiện vòng tròn cải tiến P-D-C-A
- Nguyên tắc của Kaizen trong FSG là đổi mới theo tuần, ngày thứ 2 là ngày công bố những tiến bộ mới sẽ được áp dụng, có lợi hơn đối với khách hàng.
PLAN: Lập kế hoạch - List plans of FSG
Xác định mục tiêu, phạm vi, nguồn lực thực hiện, thời gian và phương pháp để đạt được mục tiêu đề ra. Kế hoạch tốt là định hướng quan trọng nhất để đạt được vấn đề, nếu không có kế hoạch sẽ không biết đi về đâu và thất bại DO:
Đưa kế hoạch vào thực hiện CHECK:
Dựa vào kế hoạch để kiểm tra, điều hành DO theo mục tiêu đã lập kế hoạch ACT:
Thông qua kết quả thu được đề để ra các tác động, điều chỉnh phù hợp nhằm bắt đầu lại với chu trình mới giải quyết được vấn đề rắc rối nảy sinh để đi đúng hướng. Mỗi khi gặp vấn đề phải nghĩ ra các giải pháp khắc phục hoặc thay thế bằng các giải pháp tốt hơn đạt được vấn đề.
Xem quy chuẩn hoá một lốp xe bằng số
Exemple:
- Only working direct with English everyday, you know only using it fluyency.
- Working direct with drupal, and blogger will for you active tiếp cận với kiến thức nền tảng IT trên thế giới.
5S is a systematic form of visual management utilizing everything from floor tape, to operations manuals, that are not just simply about cleanliness or organization, but created to maximize efficiency and profit. Instead, it is a framework that emphasizes the use of a specific mindset and tools to create efficiency and value. It involves observing, analyzing, collaborating, and searching for waste and also involves the practice of removing waste.
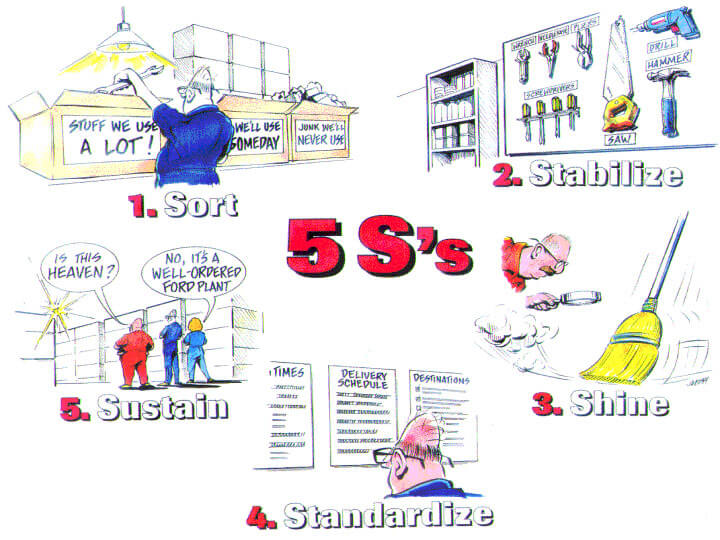
5S includes five terms that all start with the letter “S.”
They are as follows:
Japanese Term
American Term
Definition
Seri
Sort
Sort through materials, keeping only the essential items needed to complete tasks.
Seiton
Set in Order
Ensure that all items are organized and each item has its designated place.
Seiso
Shine
Proactive efforts to keep workplace areas clean and orderly to ensure purpose-driven work.
Seiketsu
Standardize
Create a set of standards for both organization and processes.
Shitsuke
Sustain
Sustain new practices and conduct audits to maintain discipline.
These are the five key practices involved in 5S.
5S Methodology
The 5S methodology is a systematic approach to workplace organization. This method includes the five steps of Sort, Set in Order, Shine, Standardize, and Sustain. Generally speaking, the steps of 5S involve going through items in a workspace, removing what’s unnecessary, organizing items, cleaning, performing maintenance, and making sure these things become habits. These steps should occur in this order, and there must be a plan in place for performing the tasks associated with these steps on a regular basis. At the end of of a 5S implementation you will see characteristic things such as policy manuals, glow in the dark tape orphotoluminescent tape on the floor, colored bins, red tags, and 5S walks taking place. There are characteristic things you will see but it should all add up to efficiency.
The 5S methodology originated in Japan and was first implemented by the Toyota Motor Corporation. The methodology was developed as a way to make just in time (JIT) manufacturing possible. This type of manufacturing intends to produce only the amount of a product that is needed when it is needed. Having an organized workplace that utilizes visual cues to maintain itself allows JIT manufacturing to proceed more smoothly; in this type of environment, it’s easier to see problems and move materials efficiently.
What Does 5S Stand For?
5S stands for five Japanese terms used to describe the steps of the 5S system of visual management. Each term starts with an S. In Japanese, the five S’s are Seiri, Seiton, Seiso, Seiketsu, andShitsuke. In English, the five S’s are translated as Sort, Set in Order, Shine, Standardize, and Sustain.
Seiri / Sort refers to going through all the contents of a workspace to determine which are needed and which can be removed. Everything that is not used to complete a work process should leave the work area.
Seiton / Set in Order involves taking the items that remain in the workspace and organizing them in a logical way so they make tasks easier for workers to complete. This often involves placing items in ergonomic locations where people will not need to bend or make extra movements to reach them.
Seiso / Shine means cleaning and maintaining the newly organized workspace. This can involve routine tasks such as mopping, dusting, etc. It can also involve performing maintenance on machinery, tools, and other equipment.
Seiketsu / Standardize refers to taking the first three S’s and making rules for how and when these tasks will be performed. These standards can involve schedules, charts, lists, etc.
Shitsuke / Sustain means the previous four S’s must be continued over time. This is achieved by developing a sense of self-discipline in employees who will participate in 5S.
Five S
Five S, often spelled 5S or 5s, is a systematic method of organizing and managing a business using visual cues. A workplace that uses Five S might, for example, label or color code shelving units in a warehouse so employees can easily see where the materials they’re using should be placed when they’re finished with them.
Seiri
Seiri is the first step in the 5S process. In English, it is translated as Sort. Seiri refers to assessing the workspace and sorting through all items present to remove clutter and determine what is and is not needed. All items that aren’t required to complete a task should be removed. This way, workers can find the things they need more quickly and the work area will have more space for performing actual work.
As part of seiri, many workplaces use red tags to mark items that should be removed or whose value to work processes is unclear. These red-tagged items are sometimes placed in a red tag holding area for a specified period of time. If the items aren’t used during that time period, they are then removed from the workplace entirely.
Lean 5S, Why?
An organized workplace is an effective workplace Adreco Plastics starts on their journey of 5S with the completion of this project.
There are many benefits associated with the implementation and continued use of 5S. Some of the top reasons to begin 5S include:
5S is a sub-part of the entire Lean Philosophy.
5S is simple to start and shows the value of Lean.
5S is easily recognizable by both employees and members of higher management.
5S is a component of visual control, which can: recognize operational efficiency, create opportunities for abnormality detection, build specific behaviors and discipline, and promote new culture.
When a plan/vision is in place, employees know how to be effective and are able to work towards higher levels of efficiency.
5S aids in decreasing the number of workplace injuries.
Costs Involved with 5S
There are two main costs involved when starting and continuing a 5S effort. These two costs are as follows:
Redirected Labor Cost - When starting a 5S project, many hours are utilized to help promote employee buy-in, discuss pitfalls and barriers, create a plan of action, etc. These hours of lost production are simply the "nature of the beast" so to speak and may easily be recouped once 5S processes have been established and plans are carried out. This is most easily looked at as a small donation, which will yield large results.
Materials and Goods Costs - Many different types of materials and goods may need to be purchased and/or ordered to help make the 5S effort a success. Some of these products may include, but are not limited to: floor tape, industrial label printers,foam tool organizers, shadow boards, shelving units, and whiteboards for warehouse mapping.
How to Get Started
Starting any project that involves the potential for large changes can be somewhat daunting. However, there are a few ways to help establish a rich soil for abundant levels of growth.
Employees are key to the success of 5S efforts When employees are on board with 5S efforts, they play a key role in the overall success of 5S. Image shared by Ramp Up Solutions Inc.
One thing that is critical to the success of any 5S endeavor is employee buy-in. Employee buy-in essentially means that the employees are open, willing, and committed to making contributions to make the endeavor a success. Some helpful ways to develop employee buy-in include:
Educating employees.
Providing examples and a framework for success.
Allowing employees to discuss the potential barriers and pitfalls of the recommendations.
Providing insight about how the process will actually operate to help alleviate some of the unknowns that could hinder the process.
Throughout the employee buy-in process, many teams will show excitement and interest when it comes to discussing the pitfalls and barriers associated with the new changes. However, as this is done and details are hashed out, great insight and information with be gathered on how to best approach the team in the future. When pitfalls and barriers are met with a positive mental attitude, even some of the most intimidating tasks can be conquered. It is important to remember that positive attitudes are contagious.
5S System
The 5S system of visual management has improved organization and efficiency in many workplaces including manufacturing environments and offices. This system consists of five pillars—Sort, Set in Order, Shine, Standardize, Sustain—that make maintaining the workplace in good condition a visual process. Employees throughout an organization must contribute to the system by performing routine housekeeping tasks throughout their workdays.
Thinking of 5S as a system—rather than just an initiative a business is trying out—can help make it sustainable. 5S becomes part of work processes rather than something separate. It changes the way the workplace is organized and it can change the way work is performed. In a 5S system, employees perform 5S tasks as part of their regular work.
5S Program
Many businesses decide to implement a 5S program as a way to standardize procedures, increase orderliness, and improve efficiency. Generally, having a team design and implement a program is effective because people from different parts of the business bring unique perspectives. Using a team also removes the burden of starting and maintaining 5S—which can be a large project, especially in large organizations—from one person. The team will be responsible for tailoring 5S to the needs of the workplace.
Each 5S program will feature visuals best suited to the work environment and its employees. For example, a program could use floor markings that divide work areas from storage areas or shadow boards that highlight where tools should be stored. A 5S program should also assign specific responsibilities to employees such as cleaning a work surface daily or making sure all tools have been returned to the storage area at the end of a shift.
This framework can be adjusted over time to improve the program based on feedback from people in the organization.
5S Training
Employees at all levels of an organization must receive adequate training in 5S for the system to be effective. This includes upper management, supervisors, maintenance staff, and employees on the floor. In 5S, everyone is responsible for doing his or her part to maintain the system, and this occurs in workplaces where people understand the thinking behind 5S, not just the steps and tasks they must perform.
5S training should explain the pillars of 5S, its applications in the workplace, how 5S fits in with the company’s goals, and what role each person will play in maintaining an effective 5S workplace.
Creating a Plan
A lean mindset should be established before even starting the processes of 5S. Accountability along with setting expectations is vital. What is expected and who and what will benefit from the changes?
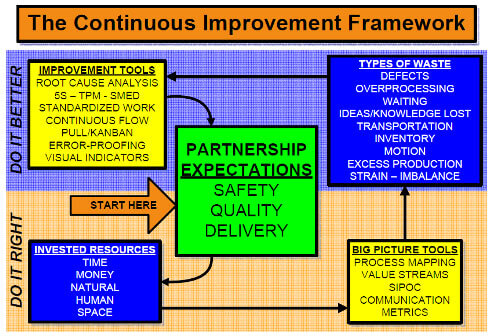
5S is a component of Continuous Improvement A special thanks to Lean Blitz Consulting for the above flow chart.
When creating a plan, it is most helpful to start out with an actual business case or reason for the changes to be made. How will the improvement affect or benefit the bottom line? For instance, is there time being wasted searching for something? Or is there a lack of organization or a need forvisual management? Pinpoint some of the most relevant needs in the particular work environment.
It is important to avoid trying to get the best Standard Operating Practices (SOPs) immediately. Likewise, it is also just as important not to impose specific SOPs on the teams. When employees are forced into doing something without being asked for input or thoughts, the first natural reaction is to actually resist the change.
Furthermore, many employees harbor a wealth of knowledge that could be exponentially beneficial when it comes to possible improvements and ideas for change. Paul Dakin, Director at Hollybush Interim Management Services Ltd., suggests using the employees to generate the initial standards. He states:
SDCA Cycle How service and lean work together to create enhanced levels of efficiency in the workplace. This image was provided by –www.business901.com
“Use the SDCA cycle (Standardize the work/Do the work to the standard/Check the work/Act to re-standardize) to tighten down the SOP's to get to best practice. In this way the teams own & self-manage the standards.”
The team involved in doing the 5S tasks should include the members who actually work in the specific area. For instance, it would not make very much sense to take a team of office employees out onto the industrial work floor to implement all the 5S changes needed. The team working in the area should always be involved in the changes and improvements being made and/or considered for that specific area.
Tools for 5s
Shadow Boxing – Shadow boxes can be a very helpful tool when implementing and sustaining the processes of 5S. Shadow boxes feature an outline of where tools belong and allow employees to quickly identify which tools are missing. Shadow boxes help with both tool organization and tool accountability.
Floor Markings – Floor markings are a staple within many well-organized workspaces. Floor markings can be used for a variety of different organizational purposes from delineating a specific workspace to marking off pallet storage or even for helping pedestrian traffic navigate to safe areas within the work environment.
Floor markings are extremely diverse and are available in a variety of different colors, sizes, strengths, thicknesses, and even shapes. Floor markings are helpful tools in many different types of work environments such as offices, auto shops, healthcare facilities, manufacturing facilities, retail environments, etc.
Signage – The use of signage in an efficiently run work environment is essential. Not only does signage help increase safety, but it also creates a visual environment for employees to thrive in. Safety signs can be found in a variety of colors, shapes, and sizes and can be found with many different common and widely used text combinations. In addition, it is even possible to create customized signage to meet any specific and/or unique needs. Signage may be available as floor signs, wall signs, or standing signs.
Labeling – Labeling is a BIG component of efficient organization for 5S. Virtually anything can be labeled to help keep work areas organized, efficient, and visual to employees. For instance, some things that can be labeled are shelving, storage units, bins, workspaces, pipes, etc. When labels are used strategically, employees know and understand where things belong and can easily identify when something is missing.
Industrial Printers – Industrial printers assist in making printing easy, convenient, and cost-effective. Instead of having to order labels from an outside entity, labels can be printed right in-house with the help of an industrial label printer.
Industrial label printers are capable of printing an assortment of different sized labels using different colored inks and can print on different types of label supply as well. Some industrial label printers even feature thermal print heads that can create an extremely durable, no-smudge label.
5S Tags – 5S Tags, also known as “red tags,” are commonly used during the sort phase of 5S. These tags are often attached to items that no longer add value to the work facility and are not often needed or utilized. This type of red 5S tag is easy-to-see and makes the process of sorting through different tools, supplies, and equipment simple and straightforward. By looking at the tags, employees can easily determine what is going to stay and what is going to go.
Example of Red Tagging Usage
Above photo shows the setup of a Red Tag area as part of a 5s exercise. Photo provided by Leading Edge Group
Graphics/Illustrations/Printouts/Visual Aids for 5S
5S Site Tracker
Creating a 5S site tracker can help to designate which 5S duties and tasks are be performed and sustained. Thank you toDavid Brickellfrom Slush Puppie LTD for sharing his detailed photo.
David Brickell - This is the best way that I have found to maintain the 5th S sustain and maintain the engagement and focus of the workforce.
Photo of 5S Shadow Board
Keep tools and other equipment organized and accounted for with the help of a 5S shadow board. Much thanks to David Brickell from Slush Puppie LTD.
Davide Brickell - Shadow Board in Workshop - Credit to the Team and their engagement
5s Success Stories
“I was teaching 5S at a supplier and while on the line, I asked what the purpose was for a certain machine (an inline nitrogen system). The supervisor said it was critical to production and needed to stay. I pointed out that the pipes connecting it to the line were cut and that it had an inch of dust on it. We found out they had not used it in years and they were able to sell it for around $100k.”
In another Kaizen we had a centerless grinder with high variation. It was enclosed in a cabinet so they only point at which they knew the part was bad was after the process. The area was filthy, so we made the entire group stop and just clean for an entire day. After taking years of grease off the machine, we found two things, first, the machine was actually green, not black, and secondly there was a window where the operator could see the defect occurring.”
- Ben Eberhart Sr Manager Procurement Lean Six Sigma
“In our plant, after implementing 5S on workplaces, we wanted to engage all employees in keeping 5S in their working areas. My task was to implement „League 5S“ (kind of competition):
- The goal of league 5S was to engage all employees in Lean and 5S activities
- I divided plant’s layout into 5S plant zones with responsible persons (production, logistics, maintenance...)
- Defined team of auditors was regularly evaluating 5S status in these zones according to questionnaire
- 5S zones were compared to each other
- People in the winning zone were awarded with € (once per 6 months)
After launch of league 5S, condition of 5S was improving from month to month. There are many details that Lean Coordinator must follow to keep league 5S alive and well running. 3 basic rules are: TRAINING, WELL INFORMED EMPLOYEES and PROPER AWARDING SYSTEM. For more info don’t hesitate to contact me.”
- Miloš R.
Understanding the Sixth S – Safety
The 6th “S” known as safety Image provided by Farm 4.
Most people working for any type of warehouse or manufacturing company will recognize the term 5S and immediately know that it is all about reducing waste and improving productivity. However, in addition to 5S there is also a sixth S known as safety.
While the sixth S is not a part of the original concept developed at the Toyota manufacturing company, the implementation of it can help to improve productivity and eliminate waste in many ways.
The Controversy
Throughout the lean manufacturing community there is some controversy about whether 6S should be a standard or not. The argument against 6S points out that safety should be a key component of each of the other S’s, and therefore having a 6th separate S is actually redundant.
Nonetheless, those who like the idea of 6S believe that while safety should be a factor in each of the other S’s, it is important enough to warrant its own category as well. There really is no right or wrong answer, but it is difficult to argue that safety is not one of the most important factors in reducing waste and improving productivity.
Hazards Are Inefficient
Here are some of the most obvious ways that safety can help to eliminate waste and improve productivity within any workplace:
Accidents Waste Time – When there is an accident in a facility, it is typically necessary to halt work while it is investigated. Depending on the severity of the accident, this can cause a work stoppage for hours or even days. Obviously this is very inefficient. Improving safety will reduce the number of accidents, which will then improve productivity.
Injuries Slow Work – When someone is injured at work, they will likely have to take some time off to recover. It may be necessary to bring someone new into the facility, which will cost time and money. In addition, any workers’ compensation that needs to be paid out could be considered as wasted money also. Even once the employee returns, he or she may never be as efficient again due to the lasting effects of the injury.
Safety Improves Organization – Many safety improvements can help a facility to stay more organized, which improves efficiency. For example, if floor marking tape is used to divide up aisles into driving and walking paths, everyone will know where they need to be. This may allow people to travel faster, which in turn improves productivity.
Employee Confidence – Employees whowork in a hazardous environment are more likely to do things slowly to help protect themselves. When employees feel confident that the facility is a safe place to work, they can move at a faster pace and get the work done properly and in a timely manner.
OSHA Inspections – If a work facility is found to be unsafe byOSHA, that facility is much more likely to have repeat inspectionsfrom the agency in the future. OSHA inspections, while important, do cause lapses in productivity. If safety can be improved, it is more likely to receive positive results from any inspections that do occur.
Of course, there are dozens of other ways that safety can help to improve the overall efficiency of a facility.
Incorporating Safety into Lean 5S
Whether it is called 5S or 6S, safety should always be incorporated into every efficiency effort made. One of the best ways to do this is to take a look at how all efforts with any of the first 5 S’s will impact safety. Every facility will have to come up with the specifics as to how this is done, but many companies have found that making a simple chart can be very helpful.
The chart below shows how it works and how the sixth S may be adopted into use in the work facility.
5S Title
Improvement Title
The 6th S Impact
Sort
Keep tool benches clean using foam inserts
Tools will be kept in better condition and will therefore be safer. Also cuts the risk of accidental cuts when searching for tools.
Set in Order
Organize warehouse shelving using labels
Being able to find items in the warehouse quickly will reduce the risk of items falling or someone being injured while searching through multiple areas.
Shine
Perform preventative maintenance on machines
Keeping machines in proper working order will help ensure they do not malfunction and cause an injury.
Standardize
Ensure employees across shifts are performing tasks the same way
Prevent accidents when employees are working on other shifts since everyone will be used to doing things the same way
Sustain
Analyze 5S improvements from previous quarter to ensure implementation is effective
Ensuring improvements were properly rolled out will help keep all the safety benefits in place long into the future
The table above is a very simple depiction. However, it should provide an idea of how to take projects that were set for the traditional 5S steps and use them to make safety (6th S) improvements as well.
Inventory stacked far out of reach
Unused older inventory
Safety hazard; boxes stacked in aisles
No discernable organization such as barcoding, inventory dating, color coding or naming convention
Trash and debris allowed to accumulate
Uniform bins and racking
Date tracking of inventory
Bins contents are labeled
Bins, racks and floors are kept clean and in good repair
Lighting in facility is sufficient
Racks are low enough that ladders are not required to access inventory.
Origin of 5S
Toyota Production System
Image was shared bywww.peterjthomson.com and features employees working on an assembly line in a Toyota vehicle manufacturing facility.
The 5S methodology or what was known as the Toyota Production System (TPS) originated in Japan after World War II with Sakichi Toyodaand his son Kilchiro, along with a fellow Toyota engineer, Taiichi Ohno. This method was also termed “Just in Time Manufacturing” and focused on the belief that a well-organized workplace yields a safer, more efficient, and more productive system overall.
Through the development of 5S, the three representatives of Toyotastudied the current practices of two other popular business chains, the automotive giant Ford Motor Company and the ever-popular supermarket chain Piggly Wiggly.
In their findings they focused on both assembly line production as well as inventory processes and learned some helpful techniques to apply to their business processes. One notable technique was observed at Piggly Wiggly. This involved the use of an inventory ordering systemin which ordering was only done based upon demand. Using this fundmaental belief, the Just in time (JIT) process was incorporated into the basic 5S methodology.
Workplace People Love Visual provided by Richard Sheridan, closing keynote at Agile Singapore
The 5S methodology has gained importance throughout the years and now stands firm as one of the basic foundational elements of lean, along with other lean processes and practices such as:
Lean, often called Lean manufacturing, is a method used to identify and eliminate waste from a manufacturing process. Lean aims to remove anything from the production process that does not add value to the end product or service the customer purchases. The Lean manufacturing principles of eliminating waste and streamlining processes originated with the manufacturing industry in Japan in the mid-twentieth century, and in the late twentieth century grew popular with American businesses.
5S is a Lean manufacturing tool that serves as the foundation for all other Lean endeavors. 5S creates a visual logic in the workplace and puts things in order so waste can easily be identified.
5 S Lean
The term 5S is often paired with Lean because 5S is a foundational part of Lean manufacturing, a method of eliminating waste from work processes. Implementing 5S in a workplace makes it easier for people to navigate, find what they need, and keep things organized. Once a sustainable 5S system is in place, other Lean manufacturing initiatives such as kanban or kaizen can be implemented more successfully because the workplace is already easy to work in. Without 5S to keep everything in order so problems are easily identifiable, other Lean efforts often see less success. In many cases, 5S is what makes the rest of Lean possible.
Visual Management
Visual management, sometimes called visual control, is a method of managing a business that uses visual signals to communicate important information. These visuals can include diagrams, pictograms, color-coding, floor markings, photographs, and more. This type of management allows people to quickly understand the information being conveyed. In many cases, visual management techniques make it possible for everyone in the workplace to understand the current state of work processes. For example, a green andon light shows a process is moving smoothly, while a red light calls attention to a problem with a process.
5S is a form of visual control that focuses on organization. Visual markings in a storage area can help workers return materials to their proper locations, floor markings can create boundaries around work cells, and signs on the floor can point out the proper locations for trash and recycling bins. Using visual tools like these allows a business to communicate information to workers without needing to actually say anything.
Visual Workplace
A visual workplace is a workspace where visual tools provide people with the information they need to complete their work. These visuals explain the workplace so people do not need to ask unnecessary questions. A visual workplace is often described as being “self-explaining, self-ordering, self-regulating, and self-improving” because the visual signals it uses allow it to operate with minimal extra effort from users. A workplace that uses 5S is often called a visual workplace because 5S is a method for making an organizational system visual.
Employee Involvement
Employee involvement is an absolute must when it comes to successful 5S implementation. In fact, many people may argue that a company simply cannot be successful in 5S without total employee involvement.
Employees should be involved in nearly all stages of 5S implementation and should also be involved in all tasks involving 5S practices and/or procedures. For instance, employees should aid in the decision-making process regarding the red tagging of unneeded items. Employees should also be utilized as a valuable resource when it comes to overall organization. It is the employees who are the ones that are out on the work floor each day, engaging in processes and noting both the pitfalls and peaks of each work process.
Employee Collaboration Never underestimate the power of employee knowledge and collaboration, Image provided by -www.opensource.org
Another large component of employee involvement includes education. Employees should not be expected to understand and comply with the methodologies of 5S if they do not understand them or the overall purpose.
Employee buy-in plays a huge role in the success of any 5S effort. It is absolutely critical that both employees and management are educated on the value of 5S as a “tool” instead of just simply as a philosophy. When 5S is viewed as a "tool," staff will begin to believe in the processes involved, which will help promote greater levels of efficiency, quality, and staff flexibility.
Each Step of 5S Defined
The 5S Cycle
The 5 steps within the 5S model serve as building blocks to help create organization, employee involvement, and proactive behavior within the workplace. A special thanks to www.eoi.es for sharing this image.
5S is a powerful tool in the workplace and can be adapted to fit into any appropriate time scale (daily, monthly, yearly, etc.) as long as ongoing support is handled correctly. Below is an in-depth exploration of each step within the 5S process and how it can be utilized to ensure maximum effectiveness.
1) Sort
Sort – How to know when an item is of low use, average use, or high use. Kaizen Site provided us with the above image.
Sort is the first step in any 5S process. The term sort is originally derived from the Japanese word ‘Seiri.’ Each step in the 5S process has an associated goal that can be specifically outlined to help guide efforts. For the step of sort, the goal is to remove unnecessary items from the room, station, or space being organized. Furthermore, the sorting phase also aims to provide a clean slate on which to build and carry out the other four steps.
Beginning the process of sort starts out simply as nearly everything should be removed from the target area. Even though taking items from one space and placing them into a big pile in another space seems like it just may be making a mess, this is simply not true. Instead, this is the opportunity to really make decisions on what needs to stay and what needs to go so actions can be immediately taken on items that are no longer used or needed.
How it Works:
Industrial bins are needed for an accurate sort
Based on the standard approach, there are three to four “bins” or sorting categories used when conducting a 5S sort. This image was provided byBlofield.
The three or four bins are as follows:
Keep: These are items that are used frequently and are essential to the operation of the workplace being sorted. If the target area is a supply room, tool shed, or another area that feeds into greater business operations, employees should be evaluated on how often they draw tools from the sort area to utilize those items. These items should be returned to the 5S’d area after sorting is complete.
Remove:Items that are not needed and are simply taking up space should be placed in a bin or pile to be removed. Example items might include the following: broken or outdated tools, chemicals or components that have degraded or passed their expiration date.
Probation: Items in this pile or bin are being evaluated for use. A specific amount of time should be set (that is appropriate to your business cycle) during which items will be evaluated to see whether they are utilized often enough to keep. After the probationary period, these items are either discarded or organized back into the original workspace.
To-Move:This option is talked about less, but is still an important consideration for items that may be helpful in your business. Items that are not needed often but must be on hand for times when they are required will need to be relocated. These items will eventually find new homes in other stations or rooms that make the most sense for them.
Sort Tips
Different spaces require different sorting frequencies. For example, a workstation should be sorted to ensure tidiness everyday it will be used. On the other hand, a storage or filing cabinet may only need to undergo the initial steps of 5S monthly, quarterly, or even annually.
It is important to actively audit the sorting process of any 5S’d space to ensure accuracy and attentiveness. Sometimes, an emphasis on organization can overshadow other important areas; be sure to check in on tool calibration, supply expiration dates, and potential safety hazards while areas are undergoing audit organization.
2) Set in Order
Amazon Fulfillment Center A special thanks to Wired.Jp for the above photo.
The second step of 5S is “set in order” which is derived from the Japanese term ‘Seiton.’ This phase focuses on placing the items deemed essential in the sort phase back into the workstation or area in a specific, well-organized manner. More importantly, set in order is truly about finding the most efficient and sensible homes for the tools and items within that area.
Every time employees have to search around for a tool to complete their jobs, time is being wasted and by extension, the business is losing money. Setting items in order in an intentional and planned way is essential to minimizing these types of losses.
For example, imagine the importance of well-organized tools for EMTs. They need to have their most frequently needed tools and equipment on hand and easily accessible to help save the lives of their patients. Logical organization paired with knowledge of where tools and supplies are could literally make the difference between life and death. While the stakes may not always be as high in a production facility, every loss of efficiency does bleed a business’ profits out little by little.
How it Works:
Example of a Data Warehouse Map Thanks to Xtec.cat for the above diagram
A good way to begin this step is to map out the area where the tools and equipment are going to be returned to. During this stage, it is critical to really think about the jobs being performed in or around each station. This knowledge should be used to map out the most convenient and comfortable areas for workers to be reaching towards and utilizing. Employees’ most frequently used tools should reside in easy-to-access areas with the least restrictions allowable. The goal is really to minimize the need for employees to repeatedly reach over and between items by placing the most frequently used tools and supplies closest to the station operator, while opting to place less utilized items in other areas.
Set in Order Tips:
One excellent tool/technique for setting a workspace in order in an efficient manner and keeping it that way is to utilize the help of shadow boards. Shadow boards feature outlines of tools behind or beneath the locations in which they hang or sit when being stored. When an item is removed from its specific location, it is easy for a worker to quickly see where to put it back by its silhouette. Shadow boarding can be easily applied to already existing surfaces and pegboards where items are kept.
Amazon Fulfillment Center A special thanks to Wired.Jp for the above photo.
Personalize the placement of items. Workers are individuals and therefore what works for one may not be the most efficient option for another. In the context of setting a workspace in order, this could mean making adjustments to where items are stored if an employee working at that station frequently is particularly tall or short. In addition, another excellent consideration is to determine whether an employee is right or left handed. Accommodating for this can make reaching and maneuvering to get to tools easier, safer, and more efficient. Asking employees personally to get involved with decisions, or at the very least provide feedback on what organizational setups would make the most sense for day-to-day tasks, can make a big difference in levels of efficiency.
3) Shine
Shine is about being “Proactive” verses “Reactive.”
It’s much easier to maintain a clean work environment than it is to react and clean a very messy work environment. Thanks to Office-suites.com for this photo.
Stemming from the Japanese term ‘Seiso’ is “Shine,” which means to sweep or sanitize. This is the third stage of a 5S project. First and foremost, the shine phase is basically a complete and unapologetic cleaning of the entire workstation or space. In this phase, employees and staff should be cleaning, dusting, polishing, sweeping, and vacuuming along with anything else that is needed to attain perfect order.
How it Works:
In nearly any case, a clean workplace is a safer workplace. For instance, keeping floors clear of dust and debris helps to reduce the risk of trips, slips, and falls – an extremely common cause for workplace injury. A clean workplace also helps to counteract any potential infections or other health hazards employees might otherwise encounter. Simply put, workplace accidents have the potential to destroy efficiency, and a good shining can help workers avoid them.
Cleaning can be used as an inspection tool. Clear expectations are necessary for positive employee interactions and, ultimately, results. When employees know what is expected of their workspace, they are more likely to keep things in that state. Posting imagery nearby that shows the fully cleaned or “shined” state of a workspace can be a helpful way to keep this communication alive even when no one is physically present to deliver it. Furthermore, an information board can even show step-by-step instructions on how certain areas or tools are meant to be cleaned at the beginning and/or the end of a shift.
A regular and thorough cleaning helps to prevent tool and machinery degradation. Not only does this help with safety as described above, but it can also ensure that these items last longer. A longer natural lifespan means less costly replacement and maintenance in the future.
Shine Tips:
Be proactive, not reactive. Cleaning should always be carried out on a schedule because of its own adherence to that schedule, not in response to a workspace that has grown too cluttered to navigate efficiently. Reactive cleaning indicates a lack of cleaning already in progress and also suggests that workers are unable or unwilling to stick with the schedule. Shine is not about cleaning up messes as they arise, instead it is more about implementing the proper cleanliness strategies to avoid making messes in the first place.
Workers should take turns rotating into a supervisory role in which they are tasked with ensuring that “shine” is up to par and done in sensible ways. This team member should be responsible for working with other members of the team on their own habits. Rotating this job helps to keep everyone happy and involved, and it also may save managers and supervisors time as they will not have to constantly carry out the task themselves.
When a shine is done properly and on schedule for a certain period of time, rewarding workers with simple incentives (pizza parties, gift certificates, awards, etc.) can be an easy way to keep the positive momentum going. This can be useful when moving forward with the remaining 5S steps.
4) Standardize
Checking in on 5S efforts should be done regularly.
Standardizing helps to connect the steps shine and sustain. Image provided by Leadership Freak.
‘Seiketsu,’ or Japanese for “standardize,” is the fourth step in the 5S process. This stage directly connects with some of the closing tips from the “shine” section, and that’s because it builds on the idea of auditing and checking in on 5S efforts with regularity. Standardization is essentially “the bridge” between ‘Shine’ and the final step of 5S, ‘Sustain.’ By standardizing the approach to 5S, it can ensure that organizational efforts are sustained in the long run. Failing to standardize procedures can lead to work becoming sloppy over time and a loss of efficiency.
Sample 5S Audit Sheet
Above is a sample of a 5S audit sheet that can be used to ensure that specific processes and steps are taken each day to sustain the processes and results of 5S. This sample was generously provided by Image http://peccoud.org (formerly found at www.peccoud.vbi.vt.edu).
Begin to standardize 5S operations by making the process more than a word-of-mouth agreement. This is the time to implement a clear, universally understood system so that employees are certain about what they are expected to do. One excellent way to do this is to design and print out audit sheets that can be used by whoever is checking an area on a given day. A checklist that asks specific questions about the work area can help ensure that processes are carried out as intended.
Some questions on the checklist may include:
“Are all tools in their correct place on the shadow boards?”
“Have power tools been unplugged with their cords properly stored?”
“Are the necessary supplies in place for the next worker who will begin a shift at that station?”
What Happens When Audits Don’t Return the Desired Results?
One of the biggest concerns with standardization is that sometimes audits may come back consistently lackluster from a 5S’d area. This is a problem, but a common one that can be addressed adequately with relative ease. In general, many times failure at this stage is due to a lack of recognizing one or more factors contributing to disorganization. Contributing factors may include:
Inadequate employee training. Sometimes, it may just be that workers have not had effective or enough training about what is expected of them. This is especially common when not all workers were involved in the original 5S efforts. This situation can also arise from employee turnover, which can place new employees into a position where others would have had more training. In this case, new employees may find themselves unable to keep up due to lack of knowledge or practice.
Lack of Time. A question to ask is, “Are current shifts and schedules allowing adequate time to complete the set 5S tasks?” Sometimes schedules along with high demands hinder the employees’ abilities to complete organizational tasks after a shift. In these cases, it is important to take a step back and look into other efficiency tweaks that could allow more time for employees to complete these needed tasks.
Lack of requested feedback. In the standardization process employee feedback should be collected and responded to in a timely and genuine manner. Employee suggestions should be taken to heart especially if comments hint that something is not working properly. After all, it is the employees who are tasked with keeping things in order day after day.
Sustaining 5S results takes commitment
Without the needed commitment to 5S, it is easy for things to go right back to the way they used to be. It is important to maintain commitment and drive. Image provided by Christian Paulsen.
The final step, which is known as “Sustain” or ‘Shitsuke,’ focuses on taking all of the previous steps of 5S, including the standardized procedures, and transforming them into ongoing habits to ensure continuous improvement. Just having a basic system in place is not enough, and the existence of the sustain step is a testament to this. When workers are required to do something new in the workspace, it is not going to become an automatic habit right away; by nature it takes humans time to actually form longstanding habits.
How It Works:
Demonstrate. Anything that is expected of workers should be demonstrated correctly by a trained and knowledgeable professional. This is the portion where workers gain an understanding of what actually needs to be done.
Supervised undertakings. Employees need to be worked with closely so they know what is expected. In addition, employees should be monitored through their first few attempts to make sure that the daily 5S habits that are being formed are the exact habits needed and desired. Workers shouldn’t be coddled through this. Mistakes should be corrected.
Periodic check-ins. After the initial training, it is important to stay vigilant by utilizing the auditing techniques established in the standardizing step to regularly ensure that things are running smoothly. Having employees learn to properly do these checks can be helpful for positive habit forming as well.
Make changes as necessary. Sometimes continued undesired behavior or undesired results come about as a consequence of a faulty system. If this is the case, find the fault in the original set-up and correct it as necessary.
Sustain Tips:
New employee Training
When existing employees help to train new employees, it helps to refresh the tactics and practices of 5S. Thank you Marine Engineering Training for this photo.
When a new employee joins a team that uses 5S, one of the best things to do is to let current employees carry out the new employee’s training. Teaching someone else how to accomplish a task requires one to evaluate his or her own knowledge, and workers can easily spot gaps that they may have questions about. Doing this also helps reinforce the ideas they are teaching, especially if workers have grown sloppy over time or deviated from the original expectations.
Measure, don’t just guess. Sustaining is about making adequate progress. The ultimate goal of 5S is to increase efficiency. The actual organizational steps taken on the way are components of this goal and shouldn’t overshadow the larger endeavor. It is imperative to keep accurate tabs on whether or not the 5S effort has helped workers cut down on production times, accident rates, missing equipment costs, etc. over time. Use actual numbers and do not overlook the facts, even if they are not as impressive as hoped for.
Properly sustaining any 5S effort is about carrying out the task or concept time and time again until it simply becomes second nature. This can be a frustrating phase for both managers and employees, so it is important to ensure that communication is open, factual, and constructive, while being free of accusations.
5S Manufacturing
5S originated in manufacturing environments. While this visual organization system has been adapted for use in many workplaces including warehouses, offices, and healthcare facilities, many manufacturing facilities continue to benefit from 5S.
In a manufacturing facility where employees routinely need to use tools and obtain materials, 5S plays a significant role. Visual markings make it easier to obtain those tools/materials and return them to their storage locations after use. Visual cues such as floor markings can also create boundaries around different areas such as those used for storing cleaning supplies, finished products, machinery, etc. In a fast-paced work environment, this can mean the difference between a messy workplace and an efficient one.
Each employee in the manufacturing facility is taught which 5S tasks to perform as part of his or her daily work, and this makes the system sustainable over the long term.
Common Misconceptions
The process of 5S is about organization, efficiency, and safety. Thank you Danilo Palermo for the above image.
Just as with many other Lean strategies, the practice and implementation of 5S also features some common misconceptions. In other words, employees and staff often confuse or misconstrue certain information and tactics related to 5S efforts. This is very common, but can have a direct negative impact on 5S efforts and results. The below statements are some common misconceptions associated with 5S.
Because there are many misconceptions out there about the processes and tasks involved in 5S, it is important to not lose track of the basics.
Misconception: Areas involved in 5S should be set up in ways those involved in the 5S process believe most suitable.
Truth: Work areas should ALWAYS be set up and organized for those who will be actually using the areas.
Misconception: 5S just means "throwing out expensive stuff" without rhyme or reason.
Truth: When it comes to 5S there is often a big understanding gap of what's actually worth keeping. Items and equipment should not be kept simply because they have value to the outside world. Things should only be kept if they are of value to the organization. For example, if a part or tool costs $50.00 but its use is obsolete for the business and it's not worth the labor to sell it, it should be tossed. It's hard for a lot of people to get past that concept. - David Snyder
Misconception: 5S is "just a tool.”
Truth: 5S is a tool, but it is not “just a tool.” It is a comprehensive framework that emphasizes the use of a specific mindset and tools to create efficiency and value. Everything from organization to cleanliness is looked at. In addition, it also emphasizes the practice of being proactive verses reactive.
Misconception: 5s is "easy."
Truth: Even though the practice of 5S is usually one of the most basic and one of the first Lean tools attempted by many businesses, that does not mean it is “easy.” There are many steps that need to be taken before 5S is even considered. In addition, employee involvement is key. Employees need to “buy-in” and be willing to learn and participate as well.
Misconception: Put up some safety signs and floor tape and you have implemented 5S.
Truth: 5S is so much more than applying some floor tape or adding some labeling to shelving units. “At its most fundamental definition, we care about 5s because it allows for 'the abnormal to be detected.' An area that has been 5s'd, and is utilizing additional Visual Control techniques, "speaks" to the individual/manager/observer of the workspace. Do we have what we need? Is something amiss? Is that gauge operating in a desired region? Does an operator/technician need supervisory support? Has the correct reagent been placed at the correct location of the synthesizer? If you need to verbalize these questions, you have opportunities for Visual Control, of which, 5S is an element.” - Erik Laufer
Misconception: 5s is just a Japanese way of beautifying things.
Truth: 5S is not just a beautifying technique to make work areas simply look better. Instead, it is more of a problem-solving approach, which utilizes the help of various techniques and is more of a practical way to assist in increasing value.
Misconception: 5S is all about cleaning; it is basically housekeeping on steroids.
Truth: Cleaning is a very miniscule component of 5S. The practice of 5S is multifaceted and interweaves a mindset with a practical process to assist in creating both culture and discipline.

































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}